![]()


How EMS Factories Standardize PCB Separation with Automated Systems
İçindekiler
The short answer
EMS factories standardize PCB separation by controlling the recipe, panel identification, fixture or gripper method, tool condition, cut-path approval, quality checks, and data recording. Automation makes those controls repeatable, but the machine alone does not create a standard. The standard comes from one approved process that every shift and every site can follow.
An EMS factory may run dozens of PCBAs with different outlines, materials, component heights, and customer rules. A skilled operator can keep a manual process running, but that knowledge often stays in one person’s head. When the operator changes, quality moves with them. Automated systems turn that tribal knowledge into recipes, limits, and records.
Why this issue matters after SMT
Depaneling sits near the end of the assembly process. By this point, the factory has already paid for the bare PCB, components, solder paste, placement, reflow, inspection, testing, and handling. A separation defect therefore destroys much more value than a raw-board defect.
A 2024 peer-reviewed review of PCB panel depanelization describes mechanical, laser, and other separation methods and emphasizes the need to consider diagnostics and process effects during panel manufacture. That supports a practical rule we use in projects: choose and validate depaneling as an engineering process, not as a simple final cut.
What automation changes in the process
| Change | Production effect |
|---|---|
| Controlled recipes | Cut paths, speeds, tool data, and handling settings stay linked to the product. |
| Faster qualification | A repeatable approval checklist shortens the path from NPI to stable production. |
| Consistent shifts | The same program and inspection rules apply across operators. |
| Customer traceability | Barcode and MES links support product history and audit evidence. |
| Scalable training | Operators learn one standard workflow instead of personal machine habits. |
Automation is valuable because it removes avoidable variation. It cannot correct a poor panel design, an unsupported board, the wrong cutting technology, or a weak maintenance system. Those engineering choices still determine yield.
How to start with real factory data
Create a separation control plan for each product family. Include the approved Gerber or CAD revision, panel orientation, board support points, component keep-out risks, tool diameter, cutting speed, spindle speed, vacuum requirements, first-piece checks, and tool replacement rule. Lock the released recipe so production cannot casually change it.
Collect the product data
- Panel dimensions, thickness, material, weight, and warpage.
- Gerber or CAD data and the current panel revision.
- Board outline, routing tabs, v-score lines, and required edge quality.
- Component height and the distance from sensitive parts to the cut path.
- Current output, changeover time, scrap causes, and shift pattern.
- Loading, unloading, tray, conveyor, barcode, and MES requirements.
Map the full cycle
Follow one panel from the upstream conveyor to the next accepted process. Count every touch, wait, scan, fixture action, cut, inspection, and transfer. This exposes the real constraint. It also prevents a common mistake: buying a faster cutter while leaving slow manual sorting untouched.
Choose the right automatic depaneling architecture
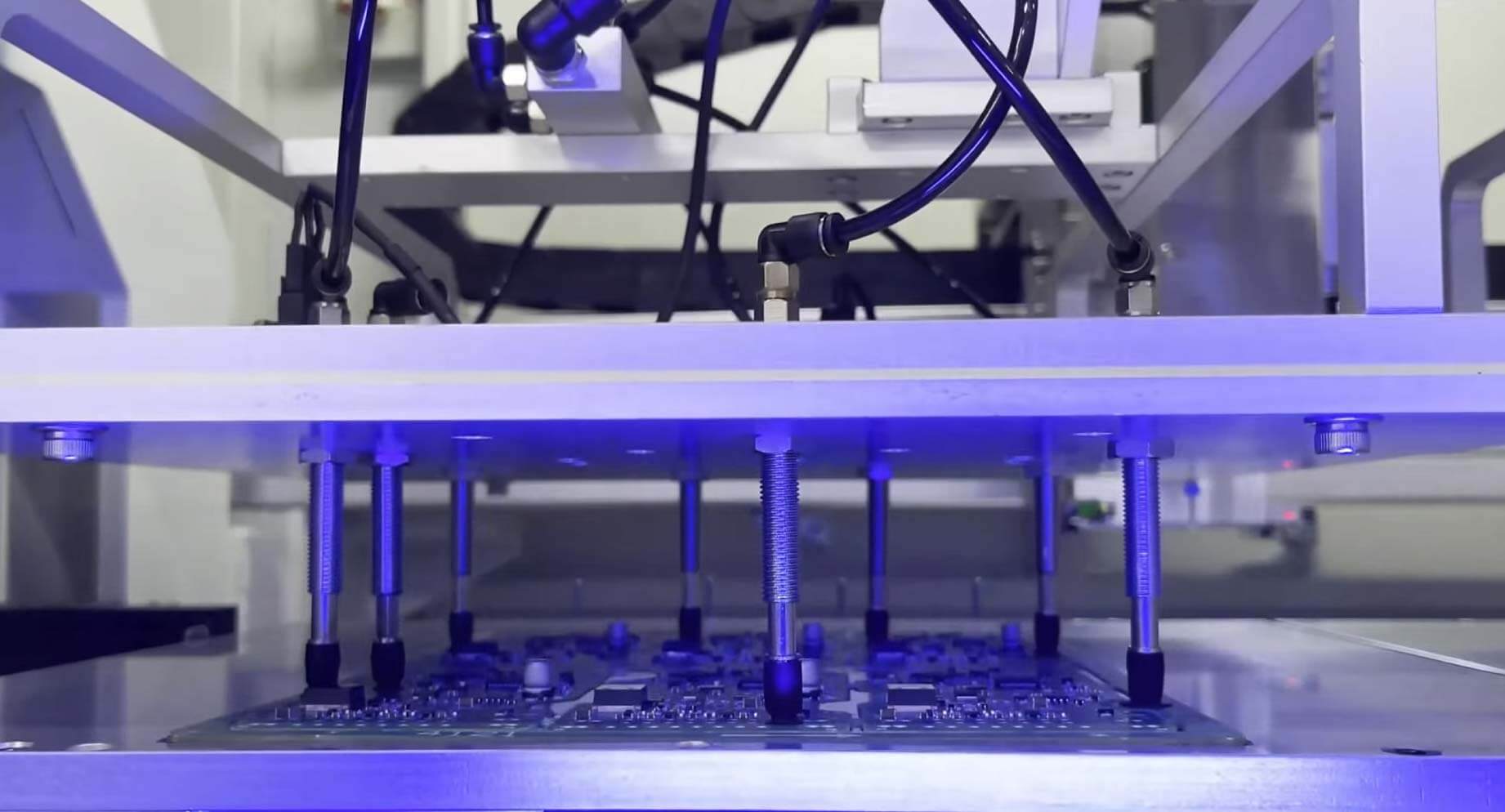
In-line router
An in-line router is a strong choice for rigid FR-4 PCBAs with complex contours and changing product programs. SEPRAYS lists track loading, vision teaching, programmable cutting, automatic tool-change options, and multiple unloading approaches on its automatic router platforms. Those features support line integration, but the final configuration still needs a sample test.
Bottom-side gripper routing
Bottom routing can simplify products with high components on the top side. A gripper-based transfer method may also reduce dedicated fixture requirements. Validate clamp force, board support, panel stiffness, and unloading orientation with real PCBAs.
Automatic v-groove separation
Use automatic v-groove equipment for straight, pre-scored panels when speed and low cost per board are the priority. It is not suitable for curved outlines, random tabs, or products that cannot tolerate the mechanical process.
Sorting and palletizing
Cutting is not the end of the cell. A sorting and palletizing machine can place small boards into trays, pass larger boards downstream, and reduce mixing or orientation errors. This is often the missing step in a truly automatic line.
A practical implementation sequence
- Baseline the current process and agree on the problem to solve.
- Review DFM risks around the separation path.
- Select router, laser, v-groove, or punching based on the board rather than price alone.
- Define line interfaces, conveyor height, travel direction, signals, buffers, and unloading.
- Run samples and approve edge quality, dimensions, component safety, dust control, and cycle time.
- Create released recipes and first-piece inspection rules.
- Train operators on normal work, tool changes, cleaning, alarms, and escalation.
- Track accepted output, scrap, interventions, and changeover time after launch.
What the business case should include
Standardization pays through fewer setup mistakes, faster changeovers, easier training, and better audit readiness. Measure repeat defects, first-piece failures, program-edit frequency, changeover duration, and downtime caused by missing fixtures or unclear work instructions.
A high-mix EMS site may use a fixture-based router for stable products and a gripper-style bottom router for PCBAs with tall top-side components. The machines differ, but the release process should not: scan the job, verify the panel, load the approved recipe, run a first article, inspect the edge and components, then release the lot.
For equipment selection, compare the complete range of pcb depaneling machines and automatic equipment. The correct answer may be a single in-line machine, a stand-alone automatic cell, or a staged upgrade that automates the current bottleneck first.
Risks to control before release
- Wrong product or program selection.
- Worn router bits, blades, filters, or transfer parts.
- Insufficient support near the cut path.
- Dust or debris reaching the PCBA or vision system.
- Unclear first-piece and interval inspection criteria.
- Downstream stops with no buffer or safe board destination.
- Maintenance tasks that cannot be completed by every shift.
We recommend a production acceptance test that includes normal operators, representative product changes, tool replacement, planned pauses, and alarm recovery. A machine should prove the process you will actually run.
Match the cutting technology to the product
| Process | Best fit | Main control points |
|---|---|---|
| Automatic routing | Rigid PCBAs, complex contours, high product mix, tabs and mouse bites | Fixture or gripper support, bit wear, spindle parameters, dust extraction, route revision |
| Laser depaneling | FPC, rigid-flex, thin materials, dense components, low-stress requirements | Material absorption, heat-affected zone, fumes, cut recipe, optical maintenance |
| Automatic v-groove | Straight pre-scored rigid panels, long strips, repeat high-volume products | Score quality, remaining web, board support, blade condition, component clearance |
| Punching | Stable high-volume designs where a dedicated die is justified | Die condition, product revision, mechanical stress, loading safety, tooling storage |
Do not force every SKU through one method simply because that machine is already in the factory. Many successful plants use a mixed strategy: an automatic router for most rigid products, laser for delicate assemblies, and v-groove equipment for straight scored boards. The purpose of standardization is to make each approved route repeatable, not to pretend every board has the same risk.
KPIs to review after launch
A new machine can look busy without improving the factory. Review a small set of operational measures every week during ramp-up, then move them into normal monthly reporting.
- Accepted boards per scheduled hour: count good output after inspection, not only machine cycles.
- First-pass yield: separate cutting defects, handling defects, and upstream defects so the team works on the correct cause.
- Interventions per shift: record why the operator opened the cell, adjusted material, cleared an alarm, or changed a tool.
- Changeover time: measure from the final good board of one job to the first approved board of the next.
- Tool and consumable use: connect router bits, blades, filters, nozzles, and cleaning time to actual production.
- Unplanned downtime: classify stops by machine, material, program, upstream starvation, and downstream blockage.
These numbers also protect the ROI calculation. If labor drops but downtime rises, the project is not finished. If throughput improves but tool cost doubles, the process needs further tuning. Good automation makes the total result better.
Maintenance and change control
Automatic equipment needs disciplined maintenance because the same machine can repeat a small problem very quickly. Build daily, weekly, monthly, and annual tasks with the supplier. Daily work may include cleaning the vision area, checking extraction, inspecting contact surfaces, and reviewing alarms. Longer intervals may include axis checks, belt or gripper inspection, lubrication, calibration, electrical cabinet service, and backup verification.
Tool changes deserve their own standard. Record why the tool was changed, how much route length it completed, what material it cut, and what edge condition appeared at end of life. Over time, this history gives process engineering a stronger replacement rule than guesswork.
Control software and recipe changes just as carefully as mechanical changes. Keep approved files, revision history, access permissions, and a rollback method. When a cut path, speed, support method, or unloading program changes, run the defined first-piece checks again. This is especially important in EMS environments where a customer may revise a panel while keeping a similar product name.
Questions to ask during supplier evaluation
- Can the supplier test our real panels and document accepted results?
- Which cycle-time assumptions exclude loading, cleaning, inspection, or unloading?
- How are wrong recipes, wrong panels, and expired tools prevented?
- What extraction, utilities, floor space, and environmental conditions are required?
- Which alarms can operators recover, and which require engineering support?
- What spare parts and preventive maintenance are recommended for our shift pattern?
- How will the cell exchange signals with upstream and downstream machines?
- Can barcode, MES, quality data, and program backups meet our traceability rules?
- Who owns sample approval, installation, training, and final acceptance?
A useful quotation should answer these questions in the proposed configuration. If important assumptions remain vague, turn them into written acceptance criteria before the purchase order.
FAQ
What should an EMS depaneling recipe contain?
At minimum: product ID, panel revision, cut path, tool data, process speeds, fixture or gripper settings, dust extraction, board orientation, and inspection criteria.
How do we prevent the wrong program from running?
Use barcode identification, recipe permissions, revision control, and a first-piece release step.
Can one automatic system handle many PCB types?
A programmable router handles many rigid-board shapes. Very delicate FPC or zero-stress products may still need laser, while straight v-scored boards may be better on a v-groove line.
How should multiple factories share standards?
Use common naming, approved parameter ranges, revision-controlled files, matched inspection criteria, and a formal change process.