![]()

Custom PCB Depaneling Solutions for High-Mix Manufacturing: Stop Bleeding Setup Time
If you are running an SMT contract manufacturing floor or an Electronic Manufacturing Services (EMS) facility today, you are dealing with a completely different reality than you were five years ago. You aren’t just producing a million identical boards week after week. Instead, you are running a high-mix, high-volume (HMHV) operation where your engineers might be forced to switch product SKUs five to ten times in a single shift.
Here is the direct, experience-based answer to your production bottleneck: To protect your Overall Equipment Effectiveness (OEE) and stop bleeding money on constant changeovers, you must completely eliminate manual machine setups and physical tooling dependencies. The ultimate solution is to upgrade your end-of-line separation process to a custom pcb laser cutting machine.
Why do we strongly recommend this path? Because in high-mix manufacturing, the biggest hidden cost is not the raw speed of your cutting tool—it is the crippling downtime caused by unbolting physical fixtures, realigning programs, and operator errors. By switching to a 100% software-driven laser system, you reduce setup times from hours to mere seconds, achieve absolute zero mechanical stress on dense components, and secure a predictable, fast Return on Investment (ROI).
In this comprehensive guide, we are pulling directly from our factory-floor experience optimizing global EMS production lines. We will show you exactly why traditional methods fail in high-mix environments, how to implement smart automation, and the real-world data you need to justify the equipment upgrade.
1. The High-Mix Nightmare: Why Traditional Depaneling Kills Your ROI
When our solutions experts walk into a factory struggling with low throughput, the main problem is almost never the advanced pick-and-place machines. The massive bottleneck is almost always hiding at the very end of the line: the depaneling station.
Let’s look at what happens in a traditional setup. Every single time your production schedule shifts from processing a thick, rigid automotive FR-4 board to a delicate, ultra-thin medical IoT device, your operators have to:
- Stop the machine completely.
- Manually unbolt the custom mechanical holding fixture (jig).
- Find, clean, and bolt in a brand-new custom fixture.
- Manually load the new routing program into the system.
- Perform a test cut, which often results in scrapping the first board due to slight manual alignment errors.
If you do this five times a day, you are losing hours of valuable production time.
The Industry Reality: High-mix PCB manufacturing is not just a production model; it is a brutal scheduling challenge. The real financial cost comes from setup downtime, repeated manual alignment errors, and small-batch inefficiencies. Reducing these bottlenecks delivers a far higher ROI than simply trying to upgrade the raw cutting speed of an outdated machine.
Furthermore, traditional mechanical methods simply cannot handle diverse designs safely. Relying on an older v-groove depaneling system or manually snapping boards introduces severe mechanical bending stress. When component densities are high, this vibration transfers directly into your rigid solder joints, causing microscopic cracks in sensitive surface-mount components like MLCCs and BGAs. This leads directly to massive rework costs and catastrophic field failures.
While a punching machine is incredibly fast for massive volumes of simple, identical boards, its heavy reliance on custom-machined steel dies makes it highly impractical and painfully expensive for high-mix manufacturing where board designs change constantly.

2. Choosing the Right Custom Solution: Why Laser Wins the High-Mix Game
To permanently solve the high-mix puzzle, you need equipment that adapts instantly without physical intervention. While a highly customized, vision-guided pcb router machine is a solid step up for factories dealing strictly with standard FR-4 panels, the ultimate solution for true flexibility is laser technology.
If your product mix includes rigid-flex boards, ultra-thin FR-4, densely populated automotive HDI boards, or wearables, you must transition to a pcb laser cutting machine.
Here is exactly why we deploy laser systems for our high-mix clients:
- Zero Physical Tooling: A UV laser is a 100% non-contact, software-driven tool. There are absolutely no physical router bits to wear out, break, or manually change.
- Instant Changeovers: You can literally jump from cutting a rigid 1.6mm automotive ECU board to separating a delicate 0.15mm medical polyimide flexible circuit in the exact same afternoon. All the operator has to do is load a new digital DXF or Gerber file. The machine does the rest.
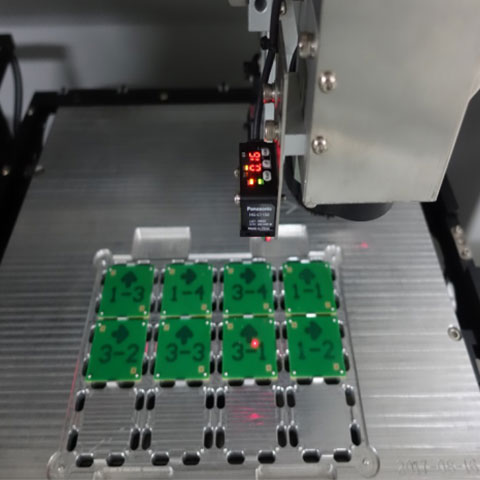
- Fixture-less Operation: Advanced systems use vacuum beds or universal clamping combined with high-resolution CCD cameras. The camera finds the fiducial marks on the new board and automatically aligns the cut path, eliminating the need for expensive, dedicated mechanical holding jigs for every single product SKU.
The Data: Advanced laser systems can achieve microscopic cut widths (kerf) as narrow as 20 to 30 micrometers. This extreme precision allows your clients’ designers to pack components tighter and nest boards closer together on the panel, drastically reducing expensive substrate material waste.
3. Best Practices: 3 Steps to Optimize High-Mix Depaneling
Simply buying advanced equipment is only the first step. To truly unlock your factory’s potential and achieve zero-defect manufacturing, we recommend implementing the following three best practices. We draw these directly from our most successful factory deployments.
Practice 1: Implement Offline Programming & Barcode Traceability
How to Start: You should never program a new cutting path while the machine is sitting idle on the production floor. That is wasted OEE.
The Solution: Use advanced CAD/CAM software to program your laser cutting paths offline at a manufacturing engineer’s desk. When the new batch actually hits the floor, the program is simply pushed to the machine via your factory’s secure network. Furthermore, utilize 2D matrix barcode scanners. As the panel enters the machine, the system scans the ID, automatically loads the correct offline program, adjusts its parameters, and begins cutting without a single keystroke from the operator.
The Benefit: This workflow guarantees zero machine downtime during setup and provides full, automated product traceability—a hard requirement for Tier-1 automotive and medical OEM clients.
Practice 2: Integrate Inline Automation to Eliminate Human Touch
How to Start: The fastest, cleanest cut in the world is completely useless if a tired human operator drops the board or bends it while manually carrying it to the next packing station.
The Solution: Transition your floor from standalone batch machines to fully integrated inline depaneling systems. These intelligent systems connect directly to your SMT outfeed conveyor via standard SMEMA or IPC-CFX protocols. Once the laser separates the boards, automated robotic arms equipped with vacuum effectors gently pick up the individual PCBs and place them directly into ESD-safe blister trays or downstream testing conveyors.
The Benefit: According to field data, implementing fully automated handling reduces human error to zero and can cut overall cycle times by 40% to 50% compared to traditional manual loading and unloading methods.
Practice 3: Shift Your Metrics from “Raw Speed” to “First Pass Yield”
How to Start: Stop evaluating your factory equipment solely on how fast the spindle spins or how many millimeters per second the tool moves.
The Solution: In high-mix environments, your profitability is dictated entirely by your defect rate and rework costs. Set your engineering standards to maintain mechanical stress levels below 200 microstrain. If you cannot achieve this safely with a mechanical router on a dense board, you must use a laser. A gentler, smarter process drastically reduces board damage, which is far more profitable than a fast, destructive process.
The Benefit: In practical case studies, shifting to low-stress, smart laser depaneling reduced board damage rates from a painful 5% down to less than 1%, saving factories thousands of dollars monthly in component rework and scrap replacements.
4. Real-World Data Breakdown: Boosting Output in an Automotive EMS
To prove the financial impact of moving away from manual, mechanical methods in a high-mix environment, let’s look at a recent real-world implementation we audited.

The Challenge: A Tier-2 EMS manufacturer producing high-mix automotive electronics was experiencing a massive bottleneck between their reflow ovens and the depaneling station. Because their OEM clients required 15 different board layouts every single week, they relied entirely on manual fixture changeovers. Their output was highly inconsistent, and their labor dependency was crippling their margins.
The Solution: They completely overhauled their end-of-line process. They partnered with automation experts to implement a smart, inline laser depaneling system featuring high-resolution CCD vision alignment and direct MES (Manufacturing Execution System) connectivity.
The Results:
Here is the data comparing their old mechanical batch routing process to their new automated laser process:
| Production Metric | Old Method (Manual Router) | New Method (Automated Laser) | Impact on Factory ROI |
| Changeover Time per SKU | 45 Minutes (Physical jig change) | Under 2 Minutes (Software load) | Reclaimed 3+ hours of active production daily. |
| Custom Tooling Costs | High (Dedicated jigs & router bits) | Zero (Software defined paths) | Saved thousands annually on consumable tooling. |
| Defect Rate (Edge Cracks) | ~4.5% | < 0.5% | Virtually eliminated costly BGA/MLCC rework. |
| Operator Handling | 100% Manual Load/Unload | Zero (Robotic vacuum sort) | Eradicated dropping errors and static discharge. |
Conclusion: The factory learned that true efficiency gains come directly from smart integration, software flexibility, and absolute stability—not just raw machine speed. By eliminating manual touchpoints, they scaled their high-mix operations effortlessly.
5. Frequently Asked Questions (FAQ)
Q1: What is the biggest production bottleneck in high-mix PCB manufacturing?
A: The main bottlenecks are frequent physical changeovers and manual setup delays. Every single time your operators must unbolt mechanical fixtures, perform manual alignment, or test-cut boards to verify tolerances, your SMT line sits idle. This completely destroys your Overall Equipment Effectiveness (OEE).
Q2: How exactly does a PCB laser machine solve our high-mix tooling costs?
A: A laser is a 100% software-driven, non-contact tool. Because it cuts with a focused beam of light, you do not need to buy, machine, or store custom physical fixtures, solid carbide router bits, or stamping dies for every new PCB design. You simply load a new digital DXF file, which drops your ongoing tooling costs to absolutely zero.
Q3: We keep hearing about “fixture-less” depaneling. What does that actually mean?
A: Fixture-less depaneling utilizes an automated flat vacuum bed or universal edge clamping combined with high-resolution CCD vision cameras. The camera scans the board’s fiducial marks and aligns the cutting path automatically in the software, entirely removing the need for dedicated, product-specific mechanical jigs.
Q4: Can we justify using automated inline depaneling if our batch sizes are very small?
A: Yes, absolutely. Modern inline systems are specifically designed for high-diversity, low-to-medium volumes. By integrating barcode scanners that communicate directly with your MES, the machine automatically adjusts its program for the incoming batch on the fly, making automation highly profitable and efficient even for runs of just 50 or 100 boards.
Q5: Is the high initial capital investment of a smart laser system actually worth it?
A: Yes. While the initial CapEx of a laser system is definitively higher than a standard router, the ROI is achieved rapidly. You earn that money back through drastically reduced labor costs, the complete elimination of consumable tooling, and a massive drop in defect and scrap rates. For medium to high-volume contract manufacturing, long-term operational efficiency always justifies the upfront cost.